諧波齒輪減速器具有體積小、速比大、承載能力強、定位精度和重復定位精度高等優(yōu)點,已被廣泛應用于航空航天、機器人及通用機械等高端精密技術(shù)領(lǐng)域。鑒于其精密傳動特性,在諧波齒輪減速器制造過程中必須嚴格保證各部件的精度和質(zhì)量,以使成品傳動性能滿足設(shè)計要求。諧波齒輪由剛輪、柔輪和波發(fā)生器 3 個構(gòu)件組成,漸開線齒廓諧波齒輪柔輪為大變位薄壁齒輪,大變位齒輪滾齒加工具有一定特殊性,標準滾刀加工大變位齒輪極易產(chǎn)生大的加工誤差,而高精度柔輪又是保證諧波齒輪接近于零側(cè)隙嚙合精密傳動的關(guān)鍵。目前,對諧波齒輪柔輪齒廓設(shè)計展開了較多研究,對如何高精度加工制造柔輪研究較少,尤其是對這種大變位柔輪滾齒誤差成形機理、輪齒幾何精度與刀具參數(shù)、加工工藝參數(shù)之間的關(guān)系少有文獻涉及。
目前,國內(nèi)外對于滾齒數(shù)值仿真,刀具誤差、工件與刀具之間的位置誤差及加工工藝參數(shù)等對滾齒精度的影響都進行了相應研究。張榮闖等基于滾齒加工運動矢量模型結(jié)合 UG 的二次開發(fā)模擬滾齒切削獲得精確的齒輪三維模型。史勇等對斜齒非圓齒輪四軸聯(lián)動和五軸聯(lián)動數(shù)控滾齒的加工過程進行仿真,得到了齒輪準確的三維模型。李學藝等依據(jù)通用滾刀切削面參數(shù)方程建立了漸開線圓柱齒輪精確齒面模型。Matsuo 等分析了滾齒過程中工件與滾刀之間的位置精度對輪齒精度的影響。Deng 等建立仿真模型研究了滾刀與工件之間的位姿偏差對齒面幾何精度的影響。Sun 等建立了預測滾齒幾何偏差和優(yōu)化滾齒工藝參數(shù)的模型,通過優(yōu)化使幾何偏差最小化而提高齒輪加工精度。Song 等研究了刀具及工件徑向跳動誤差和插齒工藝參數(shù)對諧波減速器精度的影響。
國內(nèi)也有相關(guān)文獻涉及大變位齒輪加工,主要是對標準滾刀加工大變位齒輪過程中產(chǎn)生誤差而無法進行嚙合傳動的現(xiàn)象及誤差產(chǎn)生原因進行簡單分析,沒有計算具體加工誤差值及對滾刀參數(shù)、加工工藝參數(shù)與該誤差值的關(guān)系進行分析,這種齒輪主要集中在水泥生產(chǎn)廠家、礦山機械等應用場合的大模數(shù)大直徑齒輪。漸開線齒廓諧波齒輪柔輪為大變位小模數(shù)齒輪,常用變位系數(shù)約為 3,且其用于精密傳動場合,對齒面加工精度的要求更高,誤差的產(chǎn)生機理也與大模數(shù)齒輪的有所區(qū)別。
文中開展大變位齒輪滾齒加工仿真及齒面理論加工誤差評價研究,建立變位齒輪滾切空間成形模型和齒面理論加工誤差評價模型。基于所建立模型開展加工誤差的仿真計算,并對仿真結(jié)果進行試驗驗證。采用仿真計算精確分析大變位柔輪齒面理論加工誤差值及產(chǎn)生原因,并提出改進措施,較大幅度地減小誤差值,以改善大變位柔輪滾齒精度。
一、滾齒仿真及加工誤差評價
滾刀切削刃參數(shù)方程
圖 1 所示為阿基米德滾刀基本蝸桿軸向齒形。O1 -X1Y1 為滾刀坐標系,其 X1 軸與滾刀軸線重合,Y1 軸平分軸向齒形。軸向齒形齒頂高 ha1 = 1. 35 mn ,齒根高 hf1 =mn,mn 為滾刀的法向模數(shù)。
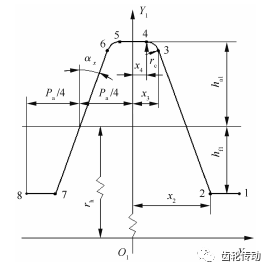
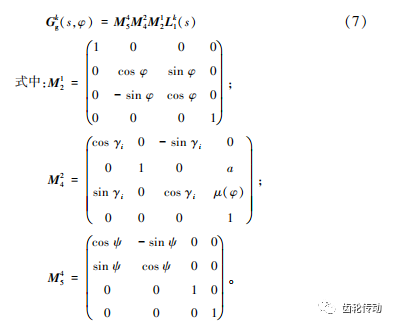
圖 1 滾刀軸向齒形
在滾刀坐標系中,以滾刀軸向齒形的 X1 軸坐標值為參數(shù)變量 s,則該齒形可表示為:
式中:Y1(s)——軸向齒形在坐標系 O1 -X1Y1 中的 Y1 軸坐標值,
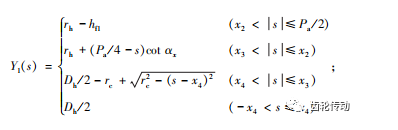
rh———滾刀分度圓半徑;
Pa———滾刀軸向齒距;
αx———滾刀軸向壓力角;
Dh———滾刀外徑;
rc———滾刀齒頂圓弧半徑。
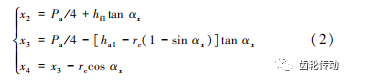
x2 ,x3 和 x4 為滾刀軸向齒形上 2,3 和 4 號點在滾刀坐標系中 X1 軸上的坐標,且有:
軸向齒形繞滾刀軸線規(guī)則螺旋分布形成滾刀系列切削刃,繞 X1 軸按右手法則旋轉(zhuǎn)方向?qū)Ω髑邢魅羞M行編號,編號號碼記為 k,沿正向依次為 1,2,…,負向為 -1,-2,…。k 號切削刃可表達為:
式中:
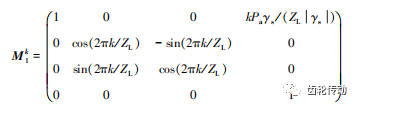
ZL——滾刀容屑槽數(shù);
P1(s) ——滾刀軸向齒形;
γs——螺旋升角,右旋滾刀 γs 取正值,左旋滾刀 γs 取負值。
變位齒輪滾切成形數(shù)學模型
滾齒切削過程中滾刀與工件的相對位置和空間運動關(guān)系如圖 2 所示。
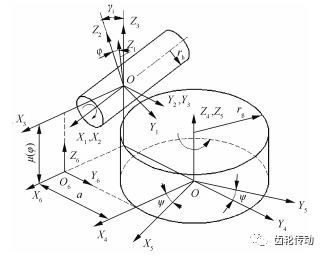
圖 2 滾刀與工件的相對位置及空間運動關(guān)系示意圖
圖 2 中,O1 -X1Y1Z1 為滾刀坐標系,其與滾刀固連,在加工過程中繞 X2 軸回轉(zhuǎn),O2 -X2Y2Z2 為滾刀安裝坐標系,其相對于滾刀參考坐標系 O3 -X3Y3Z3 繞 Y3 軸旋轉(zhuǎn)一個滾刀安裝角 γi;O4 -X4Y4Z4 為工件參考坐標系,其與滾刀參考坐標系 O3 -X3Y3Z3 相互平行,O5 - X5Y5Z5 為工件坐標系與被加工齒輪固連,在滾齒過程中按一定傳動比隨滾刀聯(lián)動繞Z4軸回轉(zhuǎn)。O6 - X6Y6Z6 為機床固定坐標系,滾刀的徑向進給、軸向進給均在該坐標系里描述坐標。
滾刀徑向安裝距離:
![]()
式中:x——齒輪的變位系數(shù);
rg——齒輪分度圓半徑。
滾刀軸向進給量 μ 為其旋轉(zhuǎn)角 φ 的函數(shù):
![]()
式中:±——順銑時取“+”,逆銑時取“–”;
N——滾刀頭數(shù);
z——齒輪齒數(shù);
f——工件回轉(zhuǎn) 1 周滾刀軸向的進給量。
諧波齒輪柔輪為漸開線直齒輪,滾齒加工時工件旋轉(zhuǎn)角 ψ 為滾刀回轉(zhuǎn)角 φ 的函數(shù):
滾刀系列切削刃在工件坐標 O5 -X5Y5Z5 中形成空間軌跡曲面族,包絡(luò)出齒輪齒面。各切削刃空間軌跡曲面的齊次坐標為:
齒輪理論齒面參數(shù)化模型
漸開線直齒輪齒槽面可由其端面上漸開線沿齒輪軸線平移形成,形成齒槽面的端面漸開線可由起點在 Y 軸(Y 軸平分齒槽)上的兩條標準漸開線繞齒輪軸線向相反方向旋轉(zhuǎn)一角度獲得。齒輪各個齒槽的幾何形狀相同并在圓周上均勻分布,相鄰齒槽的相位差角為 Δ = 2π / z,用 0,…,i,…,z-1( z 為齒數(shù)) 對各齒槽編號,則各齒槽面的齊次坐標方程為:
基于微分幾何原理,過齒面某點的齒向向量和齒形向量的叉乘,可求得該點處齒面法向量:
滾齒加工過程仿真
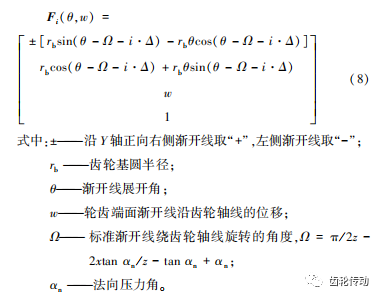
采用 MATLAB 軟件編制程序進行滾齒加工仿真計算。進行滾齒仿真時,計算出齒輪理論齒面上各網(wǎng)格點的坐標值及法向量;根據(jù)滾齒時坐標轉(zhuǎn)化關(guān)系將滾刀系列切削刃方程在齒輪坐標系中表達;進行滾齒切削仿真計算求出理論齒面上網(wǎng)格點的法線與各切削軌跡的交點,求所有交點到該網(wǎng)格點的距離,并取距離值最小的交點作為加工形成的實際齒面點。對理論齒面進行上述仿真計算,即可得出滾齒加工形成的齒輪相應實際齒面。圖 3 所示為仿真計算獲得的齒輪理論齒面及滾刀切削加工示意圖。
圖 3 滾齒加工仿真示意圖
輪齒齒面誤差評定
將理論齒面 Fi(θ,w) 的參數(shù) θ 和 w 在其取值的范圍內(nèi)進行離散,形成網(wǎng)格密度為 m × n 的理論齒面網(wǎng)格點,其中的某一點可以計為 Fi(θm,wn ),其對應的法向量計為 ni(θm,wn )。圖 4 所示為齒面誤差計算示意圖。
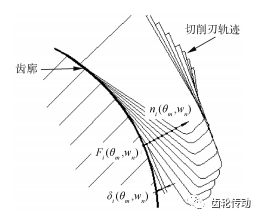
圖 4 齒面誤差計算示意圖
計算點 Fi(θm,wn )到包絡(luò)齒形的各個切削刃空間軌跡曲面的法向距離,即該點到其法線與切削刃軌跡交點的距離,最小距離即為該點的齒面誤差值 δi(θm,wn ),且偏離方向與該點法向量 ni(θm,wn )方向一致的誤差值計為正,否則計為負。對齒面上的網(wǎng)格點進行仿真計算獲得相應齒面的誤差值,采用插值方法對所有的誤差值進行二元擬合,得到齒面誤差函數(shù) δi(θm,wn )。
對齒面誤差函數(shù) δi(θ,w) 進行單參數(shù)變化取值可分別獲得齒面、齒形和齒向誤差,當參數(shù) w 確定后,參數(shù) θ 在齒廓評定范圍對應的展開角內(nèi)連續(xù)取值,得到輪齒齒形誤差;當參數(shù) θ 確定后,參數(shù) w 在齒向評定范圍內(nèi)連續(xù)取值,得到輪齒齒向誤差。
二、齒面加工誤差仿真的試驗驗證
對變位系數(shù)為 0 和 3 的兩個齒輪分別進行加工,采用三坐標測量機測量被加工齒輪的齒面誤差,并與齒面誤差的仿真計算結(jié)果進行比較。被加工齒輪的主要技術(shù)參數(shù)如表 1 所示,相應滾刀的主要技術(shù)參數(shù)如表 2 所示。
滾齒誤差仿真計算
采用有效切削刃為 63 齒的滾刀進行滾齒加工仿真,滾刀居中安裝,中間切削刃定義為 0 號切削刃,兩側(cè)分別有-31 和 31 號切削刃能投入滾齒切削。后述滾齒加工的滾刀安裝方式與此相同。
按照表 1 及表 2 中給定的齒輪及滾刀主要參數(shù)對滾齒進行仿真及計算,求出齒面加工的理論誤差值。
滾齒加工及齒面誤差測量
采用數(shù)控滾齒機對齒坯進行滾齒加工,滾刀轉(zhuǎn)速為 450 r/ min,滾刀軸向進給量為 1. 5 mm / r。
將被測齒輪裝夾于三坐標測量機,建立與理論齒面網(wǎng)格點計算坐標系相同的測量坐標系,將理論齒面網(wǎng)格點的坐標值及其法向量導入三坐標測量機,以網(wǎng)格點作為被測目標點規(guī)劃測量軌跡。三坐標測量機測針沿著被測目標點的法矢方向靠近齒面進行測量,所得測量結(jié)果即為理論齒面網(wǎng)格點對應的實際加工齒面點坐標值,求出實際測量點與對應理論齒面網(wǎng)格點的距離,即為該點齒面誤差。
測量結(jié)果與仿真結(jié)果對比
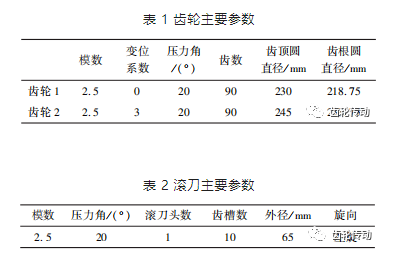
齒形誤差比較:圖 5 所示為齒形誤差實測值與仿真結(jié)果對比。為方便實際測量,在齒根圓半徑增加 0. 5 mm、齒頂圓半徑減小 0. 2 mm 的輪齒半徑范圍內(nèi)進行齒形誤差評定。
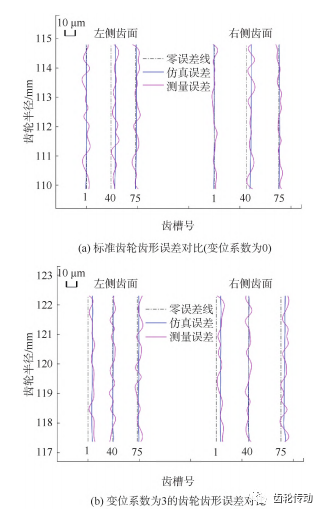
圖 5 實測與仿真計算齒形誤差比較
圖 5 中各齒槽面的齒形誤差均在齒輪同一齒寬的位置進行測量和仿真計算,即齒面誤差函數(shù) δ i(θ,w) 中參數(shù) w 的取值相同。圖 5 中零誤差線的右側(cè)誤差為正,左側(cè)誤差為負。
如圖 5a 所示,標準齒輪 40 號齒槽面實測和仿真齒形誤差均整體偏大,各齒槽面仿真與測量齒形誤差值十分相近且吻合較好,實際加工和測量過程中的多種因素使得測量結(jié)果略偏大。如圖 5b 所示,大變位齒輪在計算齒寬位置處,1 號和 75 號齒槽面實測和仿真計算齒形誤差均整體偏大,且各齒槽面仿真結(jié)果與測量結(jié)果的誤差形態(tài)也吻合較好。
齒向誤差比較:圖 6 所示為右側(cè)齒槽面齒向誤差仿真與實測結(jié)果比較。圖中描述了第 1 號、40 號和 75 號齒槽面齒向誤差,仿真與測量結(jié)果均呈現(xiàn)出明顯波浪形狀,誤差形態(tài)十分相近并吻合較好。各齒向誤差均在同一半徑處,對齒寬參數(shù)按要求取值進行仿真計算和測量。齒槽左側(cè)齒面齒向誤差與圖 6 所示相近。
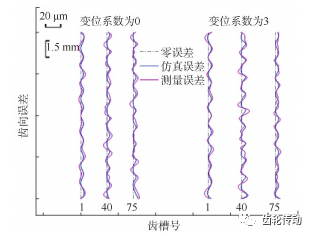
圖 6 齒槽右側(cè)齒面齒向誤差仿真與實測對比
通過對大變位齒輪和標準齒輪多個輪齒左、右齒槽面齒形、齒向誤差進行測量和仿真計算,發(fā)現(xiàn)仿真計算結(jié)果與實測結(jié)果吻合較好,從而證實了上述基于所建立模型對齒輪齒面理論加工誤差值仿真計算的正確性。通過實測與仿真計算也發(fā)現(xiàn):用標準滾刀加工大變位齒輪相較于加工標準漸開線齒輪,當標準滾刀長度足夠的話,齒面齒形誤差與齒向誤差并未有明顯變化。
三、大變位柔輪滾齒誤差分析
滾齒誤差仿真計算及分析
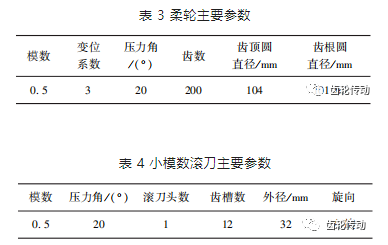
以常見的漸開線齒廓諧波齒輪柔輪為例進行滾齒誤差仿真計算,大變位柔輪及滾刀的主要幾何參數(shù)分別如表 3 和表 4 所示,滾刀為標準長度,取有效切削刀刃為 73 個。滾齒仿真過程中,滾刀軸向進給量 f 取值為 1. 5 mm / r。
滾齒誤差仿真計算:
圖 7 所示為仿真計算出的柔輪 0 號齒槽右側(cè)齒面拓撲誤差圖。
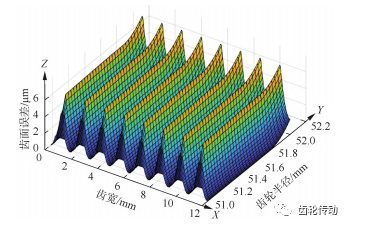
圖 7 齒槽右側(cè)面齒面誤差
圖 7 中 X 軸為齒寬方向,Y 軸為齒廓方向,Z 軸顯示的為齒面誤差值,其反映理論加工齒面與標準齒面之間的法向偏差。由圖 7 可見,齒向誤差沿著齒寬方向呈波浪形變化,由于滾齒切削時滾刀軸向進給取值較大,產(chǎn)生的齒向誤差值也大。另外,齒面齒形誤差沿輪齒齒廓方向靠近齒頂處明顯增大。
產(chǎn)生較大齒形誤差原因分析:參照表 3 和表 4 給出的柔輪和滾刀主要參數(shù)進行滾齒加工仿真,對靠齒頂處產(chǎn)生較大誤差的原因進行分析。圖 8 所示為齒輪滾齒加工仿真俯視圖,圖 8 中的齒槽輪廓為理論計算得出的標準齒廓,紅色曲線代表滾刀切削刃。
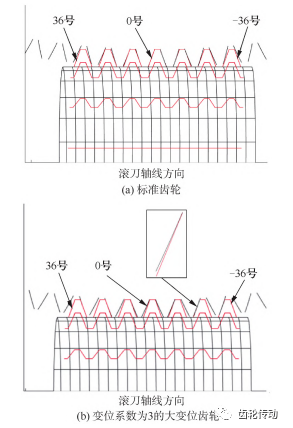
圖 8 齒輪滾齒仿真示意圖
由圖 8a 可知,標準齒輪加工時滾刀 0 號切削刃幾乎與齒槽輪廓重合(齒數(shù)較多漸開線齒廓幾乎為直線),齒槽最終輪廓由 0 號及其附近較少滾刀切削刃滾切出來。由圖 8b 可知,大變位齒輪加工時齒槽正中央的 0 號切削刃對最終齒槽輪廓起不到切削作用。圖中齒槽左側(cè)面由右邊刀刃號為負的切削刃滾切出來,右側(cè)齒面由左邊切削刃加工出來。滾刀有效切削刃較少會在靠齒頂處存在切削不足,如圖中局部放大視圖所示,距中間較遠的 36,-36 號切削刃在齒頂處也產(chǎn)生較大切削誤差。
經(jīng)仿真計算可得出消除該現(xiàn)象所需滾刀最小長度對應的刀刃號。表 5 所示為 0 號齒槽齒頂處不存在切削不足時,需要滾刀最小長度對應的刀刃號,其中,直徑代表計算點在輪齒齒廓上的位置。
表 5 所需滾刀最小長度對應的刀刃號
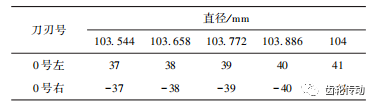
由表 5 可知,在齒頂圓處左、右齒槽面分別對應 41 號和-41 號刀刃,包含 0 號切削刃在內(nèi),滾刀最小長度對應的有效刀刃為 83 個。
圖 9 所示為輪齒完全切削所需滾刀最小長度對應的有效切削刃個數(shù)與變位系數(shù)的關(guān)系,參照表 3、表 4 給出的柔輪及滾刀參數(shù)計算得出。
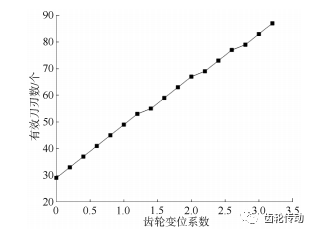
圖 9 滾刀有效刀刃數(shù)與齒輪變位系數(shù)關(guān)系
由圖 9 可知,隨著變位系數(shù)的增大,為避免滾齒加工時因齒頂切削不足而產(chǎn)生大的加工誤差,滾刀最小長度對應的有效刀刃數(shù)明顯增加。
滾齒齒向誤差分析:對于單個齒面而言,滾齒過程中滾刀沿齒寬方向不是連續(xù)進給而是間斷性的,在滾刀進給位置處會產(chǎn)生最小齒面加工誤差,在相鄰兩進給位置中間處會產(chǎn)生最大齒面加工誤差。
圖 10 所示為軸向進給量 f 為 1. 5,1,0. 5 mm / r 時齒向誤差仿真結(jié)果。由圖 10 可知,在不同軸向進給量下齒向誤差值變化明顯,軸向進給量為 1. 5 mm / r 時,誤差最大值為 5. 4 μm 左右;軸向進給量為 0. 5 mm / r 時,誤差最大值為 0. 6 μm 左右。齒向誤差最大值隨滾刀軸向進給量的減小大幅度減小。
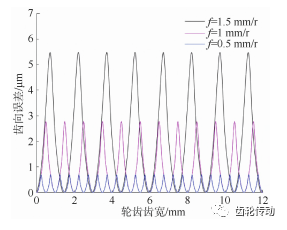
圖 10 不同軸向進給量下的齒向誤差
實例驗證分析
基于前述分析可知,增大滾刀長度可避免大變位齒輪滾切出現(xiàn)的齒頂切削不足現(xiàn)象,減小滾刀軸向進給量可大幅度減小齒面齒向誤差。參照表 3 和表 4 給出的柔輪和滾刀參數(shù),進行滾齒齒面誤差仿真計算,對該結(jié)果進行驗證。
齒向誤差驗證分析:圖 11 所示為齒向誤差最大值與滾刀軸向進給量的關(guān)系曲線。
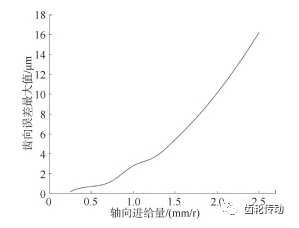
圖 11 齒向誤差最大值與軸向進給量關(guān)系
圖 11 中曲線以 0 號齒槽右側(cè)面對應不同滾刀軸向進給量的多個齒向誤差最大值為基礎(chǔ),進行差值擬合而成。由圖 11 可看出,輪齒齒面齒向誤差最大值隨著軸向進給量的減小而顯著減小,柔輪的其他各齒面齒向誤差最大值與軸向進給量的關(guān)系與此基本相同。
齒形誤差驗證分析:圖 12 和圖 13 所示分別為右側(cè)齒槽和左側(cè)齒面齒形誤差,兩圖中所有齒形誤差均在同一齒寬位置上得出。在該齒寬處 1 號齒槽處于滾刀軸向進給位置,因此,1 號齒槽齒形誤差最小,180 號齒槽齒形誤差接近誤差最小值,120 號齒槽面的齒形誤差接近最大值。兩圖中各輪齒齒形誤差只是在該齒寬位置處的誤差,并不代表某個齒齒形誤差整體偏大或偏小。
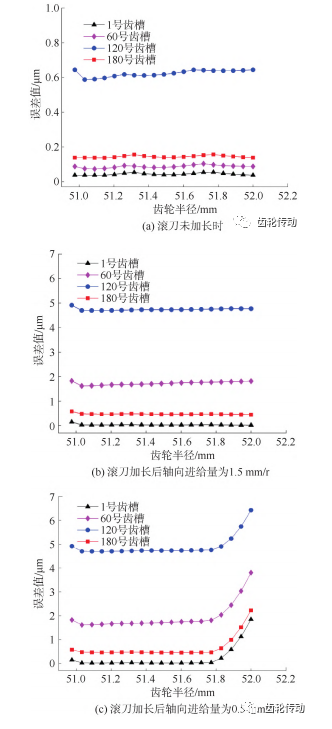
圖 12 右側(cè)齒槽齒面齒形誤差
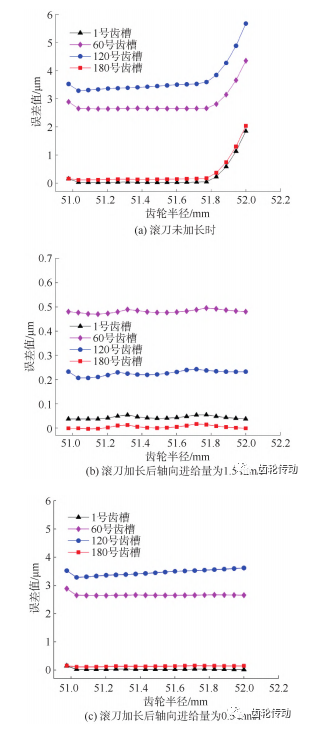
圖 13 左側(cè)齒槽齒面齒形誤差
由圖 12a 和圖 13a 可看出,滾刀未加長時各齒槽左、右齒面齒形誤差靠近輪齒齒頂處均明顯增大。
將滾刀按表 5 給出的刀刃號加長至有效切削刃為 83 個時,各齒槽右側(cè)面和左側(cè)面的齒形誤差分別如圖 12b 和圖 13b 所示。由圖可知,靠齒頂處誤差值明顯減小,且 1 號、60 號、180 號齒槽靠近齒頂處齒廓的誤差比靠近齒根處齒廓的誤差還小,不存在輪齒切削不足的現(xiàn)象。
圖 12c 所示為滾刀軸向進給量為 0. 5 mm / r 時右側(cè)齒面齒形誤差,其與圖 12b 所示軸向進給量為 1. 5 mm / r 齒形誤差相比,各齒槽齒面齒形誤差明顯減小,最大齒形誤差在 120 號齒槽處約為 0. 6 μm,其他 3 個齒槽面齒形誤差在 0. 03~0. 15 μm 之間。
圖 13c 所示為滾刀軸向進給量為 0. 5 mm / r 時左側(cè)齒面齒形誤差,與圖 13b 所示軸向進給量為 1. 5 mm / r 齒形誤差相比,各齒槽齒面齒形誤差明顯減小,最大齒形誤差在 60 號齒槽處約為 0. 5 μm。
四、結(jié)論
開展?jié)L齒仿真數(shù)值計算研究大變位齒輪成形機理,精確分析標準滾刀加工大變位柔輪產(chǎn)生的理論加工誤差,通過研究得出以下結(jié)論:
(1)標準滾刀加工齒數(shù)較多的大變位齒輪會因靠齒頂處齒廓切削不足而產(chǎn)生大的加工誤差,除此之外, 與標準漸開線齒輪加工相比,滾齒產(chǎn)生的齒形誤差與齒向誤差并未有明顯變化;
(2)增大滾刀長度可避免大變位齒輪滾齒出現(xiàn)的齒頂切削不足現(xiàn)象,并通過仿真計算給出了滾切某型號大變位柔輪避免出現(xiàn)齒頂切削不足,需要滾刀最小長度對應的有效切削刃數(shù);
(3)滾齒過程中軸向進給量對大變位柔輪齒面誤差影響明顯,軸向進給量由1. 5 mm/ r 減小到0. 5 mm/ r,大變位柔輪齒面齒向誤差最大值減小了 89%,并得出了柔輪齒面齒向誤差最大值與滾刀軸向進給量的關(guān)系曲線。
參考文獻略.