螺旋錐齒輪具有重合度高、承載能力強、傳動比高和傳動效率高等特點,廣泛應用于汽車、航空和礦山機械等領域。螺旋錐齒輪的制造精度與數控機床的誤差直接相關。數控機床誤差包括幾何誤差、熱誤差和伺服控制誤差等。其中,機床幾何誤差具有重復、穩定的特點,可以通過數控系統進行精確補償。因此研究機床幾何誤差的特點、確定關鍵幾何誤差項對于齒面偏差補償和機床運動精度的分配、維護有著重要的作用。
敏感性分析是一種研究系統中輸入因素變化對輸出結果影響程度的分析方法。分析結果通過敏感性系數來表示,敏感度系數大的,表明該項輸入因素和輸出結果的相關度較高。敏感性分析是研究機床幾何誤差與加工精度之間關系的重要方法。在機床幾何誤差的敏感性分析方面,國內外學者進行了深入研究。CHEN 等通過矩陣微分法計算出機床的 37 個幾何誤差項的敏感性系數;CHENG 等通過 Sobol 法,對立式加工中心的 18 項幾何誤差進行了敏感性分析;夏長久等采用 Morris 法分析出影響五軸數控磨齒機精度的關鍵幾何誤差項;余文利等采用拓展傅里葉幅度檢驗法識別出強耦合幾何誤差項和關鍵幾何誤差項。目前,雖然敏感性分析方法很多,但因為螺旋錐齒輪的齒面復雜,影響齒面加工精度的因素眾多,所以合理選取敏感性分析方法對于齒面偏差敏感性分析至關重要。
本文作者首先對比局部敏感性和全局敏感性方法的計算原理和特點;然后,結合螺旋錐齒輪數控加工原理和敏感性分析方法,研究機床幾何誤差對螺旋錐齒輪齒面偏差的敏感性關系;最后,通過實例分析兩種敏感性分析方法的特點,為螺旋錐齒輪齒面偏差的敏感性分析方法的選取提供理論指導。
一、敏感性分析
敏感性分析方法主要有兩類:以微分法、差分法和攝動法為代表的局部敏感性分析方法和以回歸分析法、方差法和篩選法為代表的全局敏感性分析方法。通過敏感性分析,可以確定出關鍵輸入因素和非關鍵輸入因素。在實際的分析與計算中,可以先不考慮非關鍵輸入因素,從而可以顯著降低系統的復雜程度和分析難度,同時大幅度降低相關數據的計算量和處理難度。
局部敏感性分析方法
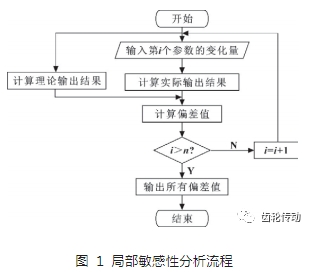
局部敏感性分析是單因素分析方法的一種,通過每次對單個輸入因素進行微小改變,同時保持其他所有因素不變,以輸出結果對輸入參數的微分或者單個輸入因素改變對輸出結果的變化情況來確定敏感性系數。局部敏感性概念明確,計算簡單,主要適用于線性模型和非線性不強的模型,其分析流程如圖 1 所示。
Sobol 全局敏感性分析
全局敏感性分析方法不但考慮各參數的范圍和分布規律,而且在分析計算的過程中將所有參數代入進行分析,考慮了各輸入參數之間相互耦合對于結果的影響。但是,全局敏感性分析方法一般需要進行一定規模的采樣得到模型的輸入參數,然后進行敏感性分析,特別是對于參數較多情況,計算量會比較大。
以 Sobol 法為例,該方法是一種基于方差的全局敏感性方法,該方法主要通過對模型進行子項方差分解來計算輸入參數的敏感度系數。
以 n 表示模型的輸入參數個數,以 xi表示第 i 個輸入參數,其中 i=(1,2,…,n)。
用 K=f(X)來表示模型對應的多變量函數,其中 X=(x1,x2 ,…,xn)。f(X)分解如下:

式中:f0是由輸入參數計算得到的輸出結果f(X) 的期望值,是一個常數;fi(xi)表示在輸入參數 xi單獨作用下的輸出結果;fi,j(xi,xj)表示在輸入參數 xi和 xj共同作用下的輸出結果;f1,…,n(x1 ,x2 ,…,xn)表示在全部輸入參數共同作用下的輸出結果;其余各階同理可得。
總方差 D 可以用以下形式表示:
可以求得方差分量如下:
式中:1≤s≤n。
由 Sobol 法,將式(1)左右兩邊先平方后積分可得:

可通過如下公式求得敏感性系數:

因為方差為非負數,所以可知 Si1,…,is 為非負數,根據式(4)和式(5)可以得到:
式中:Si是變量 xi 對應的一階敏感性系數;Si,j(i<j)是變量 xi和 xj的相互耦合作用所對應的二階敏感性系數。同理,可以得到每一階的敏感性系數。
變量 xi對應的全局敏感性系數 Stot i 可以由與變量 xi相關的各項敏感性系數求和得到。計算方法如下:
式中:正整數 k 的取值范圍為:1≤k≤n,且 k≠i。
蒙特卡羅估算
采用 Sobol 法在求解敏感性系數的過程中,涉及多重積分求解,而對于復雜模型的多重積分求解通常十分困難,所以常通過蒙特卡羅法來近似模擬多重積分求解。一般的計算方法如下:對輸入參數進行兩次獨立采樣,得到 E 和 F 兩個獨立的采樣矩陣,結果如下:
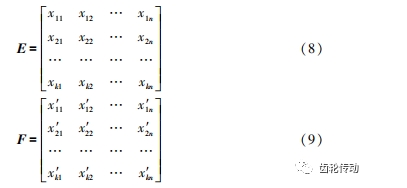
式中:k 為每次采樣的樣本個數。
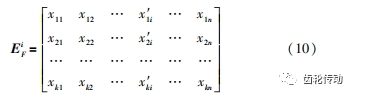
為了求解一階敏感性系數和全局敏感性系數,以 E 和 F 兩個矩陣為基礎,構造矩陣 EiF ,其中 i=1,2, …,n。矩陣 EiF 是在矩陣 E 的基礎上,第 i 列用矩陣 F 的第 i 列替換得到,其余部分和矩陣 E 完全相同, 矩陣 EiF 可以表示為如下形式:
樣本矩陣的一行代表一個完整的輸入參數樣本集。因此,每一行的輸入參數可以單獨求解出一個模型輸出結果。一階敏感性系數 Si 和全局敏感性系數 S toti 可以通過以下式子進行近似計算:
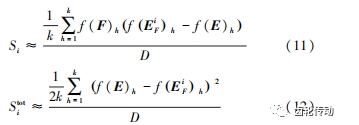
式中:f(E)h 是將矩陣 E 的第 h 行代入模型求解出的輸出結果;f(F)h 是將矩陣 F 的第 h 行代入模型求解出的輸出結果;f(EiF)h 是將矩陣 EiF 的第 h 行代入模型求得的輸出結果;D 模為型計算模型的總方差。
二、螺旋錐齒輪機床加工模型
機床幾何誤差分類
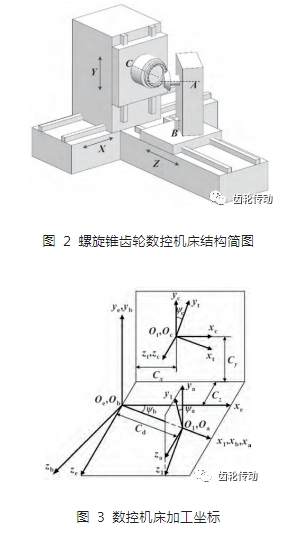
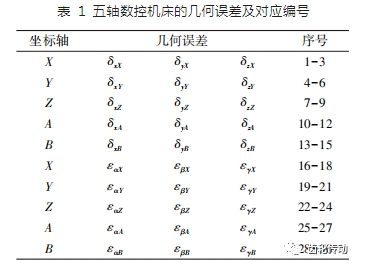
數控機床的結構如圖 2 所示:按照設定的數控程序,A、B、X、Y 和 Z 軸聯動,可以加工出格里森制的螺旋錐齒輪。C 軸帶動刀盤旋轉,不影響齒面展成過程。機床的坐標轉換關系如圖 3 所示。
對于與齒面展成相關的 5 個運動軸,每個軸受制造、裝配等因素影響,存在幾何誤差,這些幾何誤差直接導致齒面偏差的產生。每個軸有 6 項幾何誤差,包括 3 項線性誤差和 3 項角度誤差,對于整個機床來說,需要考慮 30 項幾何誤差 。
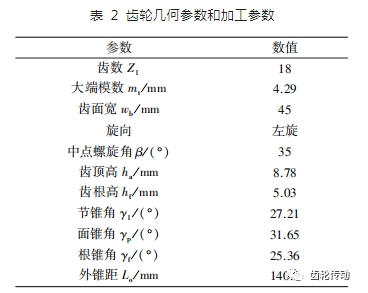
為便于分析,將幾何誤差序列進行編號,如表 1 所示。其中 ε 代表角度誤差,δ 代表線性誤差,誤差變量通過兩個下標進行區分:第一個下標代表誤差的方向,第二個下標表示誤差所在的軸。例如:εαY表示 Y 軸在 α 方向上的角度誤差, εyX表示 X 軸在 y 方向上的線性誤差。
齒面加工過程
工件齒輪的展成運動由 X、Y、Z、A 和 B 五個軸共同確定。所以 A 軸到 Y 軸的齊次變換矩陣與刀具方程聯立可以得到理想狀況下的齒面方程 rg。
式中:Mq(q = X,Y,Z,A,B)為各軸對應的運動變換矩陣;rt是由刀具方程得到的表達式;u 和 θ 為刀盤參數。由于篇幅有限,具體過程可參考文獻。
若考慮機床幾何誤差,實際的齒面方程如下:

式中:Meq(q =X,Y,Z,A,B)為各軸對應的幾何誤差矩陣。
三、敏感性分析實例
采樣計算
以表 2 所示的齒輪為例,根據式(13)可以得到螺旋錐齒輪的理論齒面。考慮實際加工中受機床幾何誤差的影響,可以根據式(14)計算得到螺旋錐齒輪的實際齒面。
為了便于分析計算,用離散的15×9 的點陣來代表齒面。結合式(13)和式(14)可以求得理論齒面點陣和實際齒面點陣,通過點陣中對應點的坐標值,可以求解出對應齒面點的偏差值 Kf,f表示點陣中點的編號。K 表示齒面偏差,為計算模型的輸出結果,用來衡量齒面偏差的大小,可通過如下式子求得:

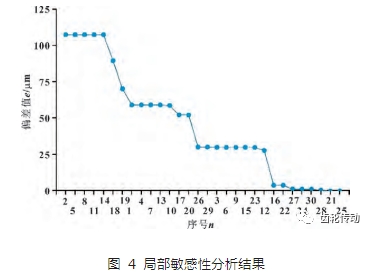
給定各線性參數的變化量為+0. 01 mm,各角度參數的變化量為+27″。以齒面偏差 K 為模型輸出結果,局部敏感性分析結果如圖 4 所示。
參考局部敏感性分析的輸入參數變化量,給定線性誤差范圍為 0~ 10 μm,角度誤差的范圍為 0″~ 27″,且幾何誤差參數符合均勻分布。編寫采樣程序,在幾何誤差給定范圍內隨機取樣,生成機床幾何誤差參數。結合式(13)和式(14),可以計算出對應的理論齒面和實際齒面,根據兩種齒面點陣,求解出對應的齒面偏差 K。
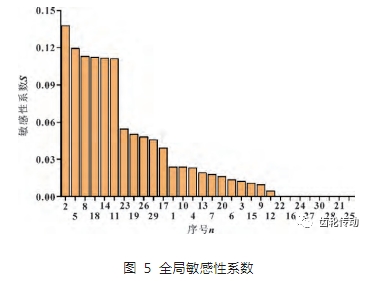
通過 Sobol 全局敏感性分析方法可以求解出 30 項機床幾何誤差的全局敏感性系數,按照全局敏感度系數大小降序排列,如圖 5 所示。
輸入參數情況討論
采用局部敏感性分析方法進行敏感性分析,需要保證同類型輸入參數的變化量相同,這樣輸出結果才具有可比性。其選取的標準與輸入參數的實際范圍和分布規律無關,所以實際輸入參數取值范圍發生變化不會影響局部敏感性分析結果。
在前文中,全局敏感性分析方法的輸入參數范圍的選取參考了局部敏感性分析方法的特點,保證了同一類型參數的范圍和分布規律相同。但是在真實情況下輸入參數的取值范圍一般不相同,變化規律也往往不一樣。所以,考慮實際可能發生的情況,以序號為 4 的幾何誤差為例,讓該幾何誤差的取值區間由 0 ~ 10 μm 變化為 0~ 20 μm,同時保持其他條件不變。可以求得敏感性分析結果如圖 6 所示。
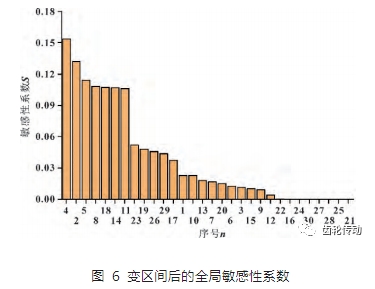
可以發現,對于全局敏感性分析方法,在改變輸入參數的取值范圍后,敏感性分析的結果發生明顯變化,其中,序號為 4 的幾何誤差項,即 δxY ,全局敏感性系數發生了明顯的變化,由原來的 0. 023 增加為 0. 154。其他各項的全局敏感度系數只有微小的變化,且相關比例無明顯變化。
結果分析
對于取值范圍變化前后兩種敏感性分析方法的計算結果進行對比,可以發現對于螺旋錐齒輪齒面加工偏差計算模型,兩種敏感性分析方法有如下特點:
(1)在輸入參數取值范圍和分布規律完全相同的理想情況下,兩種敏感性分析方法求得的線性誤差對螺旋錐齒輪齒面偏差的敏感性系數分布規律相同。5 個軸的線性誤差項的敏感性系數都呈現出 y 方向(序號為 2,5,8,11,14 的幾何誤差)>x 方向(序號為 1,4,7,10,13 的幾何誤差)>z 方向(序號為 3,6,9,12,15 的幾何誤差)。
(2)在輸入參數取值范圍和分布規律完全相同的理想情況下,兩種敏感性分析方法求得的各軸角度誤差對螺旋錐齒輪齒面偏差的敏感性系數分布規律,由于采用的概率計算公式和取樣樣本限制存在較小差異,但整體趨勢相同。各軸關鍵角度誤差相同(序號為 17,18,19,20,23,26,29 的幾何誤差)。
(3)當輸入參數取值范圍發生變化時,通過全局敏感性分析可以發現,原本非關鍵幾何誤差的輸入參數可能變化為關鍵幾何誤差。但是對于局部敏感性分析方法來說,其分析結果與輸入參數的分布范圍無關,當輸入參數的分布范圍差異較大時,該方法的分析結果的準確性會顯著下降,甚至不再適用于該模型的敏感性分析。
四、結論
通過將兩種敏感性分析方法分別用于螺旋錐齒輪齒面加工偏差模型的敏感性分析,可以發現:
(1)在輸入參數取值范圍和分布規律完全相同的理想情況下,局部敏感性分析方法的計算量較小,可以較快得到初步分析的結果,同時該分析結果與全局敏感性分析結果的分布規律相同,具有一定的參考價值。
(2)Sobol 全局敏感性分析方法考慮了輸入參數取值范圍和分布規律對于分析結果的影響,更加科學,得到的結論更可信,適用的范圍更加廣泛。除此之外,大多數全局敏感性分析可以用來研究輸入參數與輸出結果的定量關系以及參數之間相互作用對于輸出結果的影響。但是相對于局部敏感性分析方法,計算量顯著增加,需要花費更多的時間。
(3)對于輸入參數的分布范圍不明確、可用時間少以及分布情況相同或相似的線性或非線性不強的模型,可以考慮采用局部敏感性分析;對于輸入參數的分布范圍復雜、準確性要求高的非線性模型,可以考慮采用全局敏感性分析方法。
文中研究為敏感性分析方法在螺旋錐齒輪齒面加工方面的使用提出了理論指導,為敏感性分析方法的選取提供參考。
參考文獻略.