由于低壓真空滲碳和高壓氣淬熱處理在滲碳精度、無晶間氧化和控制零件變形方面較傳統氣氛滲碳更具優勢,使其在汽車零部件制造、機械及航空航天零部件制造領域得到廣泛應用。新能源汽車傳動系統轉速相比于傳統燃油汽車大幅提高,已高達上萬轉。因此,對新能源汽車用齒輪和軸承等關鍵零部件的精度及可靠性也提出了更高的要求。某進口多加熱室自動化真空低壓滲碳生產線主要用于工廠內部新能源汽車精密齒輪的滲碳熱處理生產。其附帶的 Infracarb 工藝模擬系統可以根據所處理工件的材質和有效硬化層深度要求進行模擬強滲和擴散脈沖數目及時長。基于生產工件所用材質淬透性和淬火工藝的不同,有效硬化層深度檢測結果與模擬值差異在 5% 以內。
一、熱處理生產及檢測
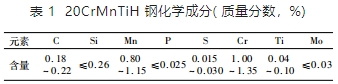
化學成分:齒輪工件所用材料為 20CrMnTiH 鋼,其化學成分見表 1。
熱處理技術要求:20CrMnTiH 鋼齒輪真空低壓滲碳熱處理技術要求見表 2。

真空低壓滲碳 + 高壓氣淬熱處理工藝:
采用真空低壓滲碳和高壓氣淬對 20CrMnTiH 鋼齒輪進行熱處理。其中低壓滲碳包含多脈沖強滲 (通入高純乙炔) 和擴散(平衡氣體高純氮氣) 。圖 1 為真空低壓滲碳熱處理工藝示意圖。
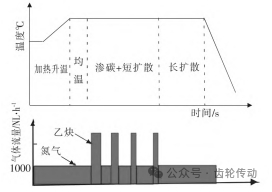
圖 1 真空低壓滲碳熱處理工藝示意圖
20CrMnTiH 鋼齒輪滲碳結束后進行 15 ~ 20 bar 的高壓淬火處理。根據工件的不同大小和結構,通過調節風機轉速和淬火壓力來實現淬火強度的改變。近期生產中發現熱處理后工件存在表面局部發白現象。每爐發白工件都集中在工裝兩端,有一定規律性。通常工件經真空滲碳、高壓氣體淬火和低溫回火后表面為淡黃色。為找出工件發白的原因,保證工件質量,對其發白部位進行金相組織觀察和硬度檢測。
硬度檢測:圖 2 為 20CrMnTiH 齒輪工件熱處理后抽檢的表層硬度分布曲線。其中 1#工件淬火溫度為 950 ℃,2#工件為淬火溫度為 870 ℃。
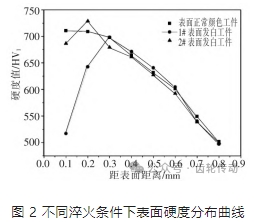
由圖 2 可知,表面顏色正常的齒輪工件,其硬度隨距表面距離的增加而逐漸降低,并且硬度降低速度 < 40 HV1 /0.1 mm,距離表面 0.05 mm 處的硬度為 710.5 HV1,轉換為洛氏硬度為 60.2 HRC,符合技術要求。由 1#工件的硬度曲線可知,在距表面不大于 0.2 mm 時,硬度值在 505~640 HV1 之間,遠低于技術要求值 660~750 HV1 ; 距表面大于 0.2 mm 時,硬度分布與表面顏色正常工件硬度分布趨勢很接近。由此可見,發白部位硬度低于正常值只存在于近表層很淺的區域內,即所謂的低頭現象。由 2#工件的硬度曲線可以看出,在距離表面不大于 0.1 mm 時,硬度出現低頭現象; 距離表面大于 0.1 mm 時,硬度分布表現出正常的硬度梯度。
顯微組織分析:采用蔡司 Axio Vert.A1 光學顯微鏡對熱處理后 20CrMnTiH 齒輪進行金相組織觀察,表面顏色正常工件的組織為少量殘余奧氏體和回火馬氏體,如圖 3 所示,按標準 GB /T 25744 評級為 1 級,符合技術要求。
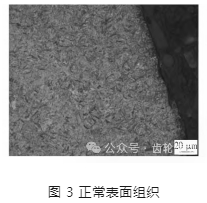
圖 4 為 870 ℃淬火處理后 20CrMnTiH 齒輪工件發白部位的金相組織。由圖 4(a) 可知,表層發白的組織與內層有明顯的分界線,殘余奧氏體層深約為 46 μm; 由圖 4 (b) 可知,白層為粗大殘余奧氏體組織,按標準評級達 6 級以上,嚴重超差。
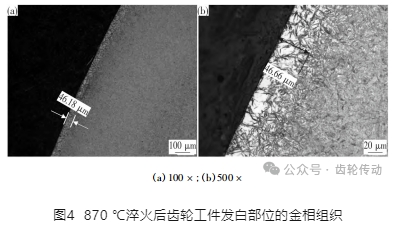
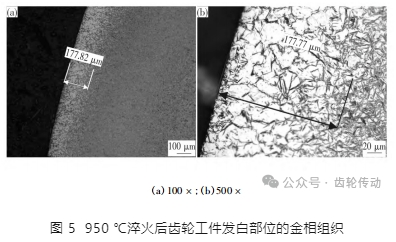
圖 5 為 950 ℃淬火后 20CrMnTiH 齒輪工件發白部位的金相組織。由圖 5(a) 可知,表層發白組織與內層有明顯的分界線,層深約為 179 μm,較 870 ℃ 淬火工件表面白層深得多。由此可見,高溫下真空滲碳工件吸收活性碳原子能力遠高于低溫,這也是滿足同等硬化層深度要求下高溫真空低壓滲碳時間較短的主要原因。由圖 5(b) 可知,齒輪工件表面白層為粗大殘余奧氏體組織,且表面存在大尺寸碳化物,按標準評級達 6 級以上,嚴重超差。
眾所周知,殘余奧氏體數量的多少能夠反映出材料硬度的高低,而金相檢測殘余奧氏體層深度分布與圖 2 所示硬度曲線正好吻合。由此可見,工件發白部位表面硬度低主要是表層殘余奧氏體量過多造成的。通常單相奧氏體耐腐蝕性能高于回火馬氏體,工件表層由于大量殘余奧氏體的存在,導致這些區域的耐腐蝕性和抗氧化性高于金相組織正常的區域,從而使這些區域在回火后出現發白現象。
二、生產過程異常分析與討論
通過多爐次觀察 20CrMnTiH 齒輪工件發白位置,發現工件發白部位朝向工裝外側。齒輪的齒頂角和齒面殘余奧氏體量過多是飽和碳濃度過高造成的。為找出造成工裝兩端產品出現齒面局部碳濃度過高的原因,我們分析相關爐次的工藝參數及滲碳淬火過程記錄曲線均未發現異常。推測可能是設備原因導致產品局部發白。工件進出加熱室由轉運通道內的轉運料車來完成,料車上安裝一個兩端敞開的隔熱屏。滲碳工藝結束后,內部轉運料車自動開啟移動到相應的加熱室將工件搬出,隨后轉運至氣淬室。因各加熱室到氣淬室距離不同,轉運時間需要 9 ~ 12 s。對加熱室內膽與加熱室水冷壁之間的乙炔工藝管道進行檢漏,發現多處漏氣點。當多個加熱室工作時,乙炔進入加熱室之前會通過漏點進入轉運通道。由于通道內壓力和溫度均低于加熱室,因此泄漏的乙炔會積存在通道里。
由于通道內積存有乙炔,在出爐后轉運至氣淬室過程中工裝兩端的工件最先和通道內積存的乙炔接觸,高溫工件在轉運過程中表面會吸附乙炔分解出的活性碳原子,在短時間內形成二次強滲碳。因物料進入氣淬室后 6 s 以內開始高壓氣淬,導致表面因二次滲碳吸收的大量碳原子來不及擴散而僅固溶于表層很淺的區域內。同時由于淬火溫度高,淬火后表層高度飽和的碳使表層產生大量殘余奧氏體,這也是造成圖 4 和圖 5 中顯示的殘余奧氏體層與次表層正常組織有明顯的分界線,而不是隨深度的增加組織呈現出漸變趨勢的原因。
工件表層存在大量殘余奧氏體導致齒面硬度降低和齒輪接觸疲勞強度降低。齒面產生大量殘余奧氏體,在磨齒過程中殘余奧氏體在砂輪磨削熱和磨削力作用下發生轉變,導致齒面產生磨削裂紋造成重大質量風險。因此,為保證產品質量,避免乙炔通過管道泄漏進入轉運通道尤為必要。通過修復乙炔漏氣點,經過多爐次生產觀察,未發現發白現象。對工裝兩端工件進行金相組織觀察和硬度檢驗跟蹤亦未發現異常,保證了產品質量,降低報廢率,為企業創造良好的經濟效益。
三、結論與建議
二次滲碳淬火后 20CrMnTiH 齒輪工件表面產生大量殘余奧氏體是導致其局部發白和表面硬度偏低的主要原因。
通過對設備乙炔管道接口檢漏和修復改善,避免了較多的乙炔泄漏進入轉運通道,解決了工件淬火后表面殘余奧氏體超標的問題。
參考文獻略.