在航空領域,機械加工通常有較高的要求,尤其是對于加工工藝技術,不僅要達到一定的標準,還必須對加工部件進行二次檢驗,才能將合格的加工部件應用于航空領域。其中,小模數(shù)齒輪的加工工藝與大模數(shù)齒輪的加工原理相同,僅在精度方面要求較高。各個航空小模數(shù)齒輪在加工傳動過程中存在一定的傳動誤差,需要通過控制傳動誤差降低航空小模數(shù)齒輪的損毀率。
一、小模數(shù)齒輪傳動分類
不同小模數(shù)齒輪的應用范圍及作用存在較大差異,因此小模數(shù)齒輪的轉(zhuǎn)動形式和齒輪種類也存在較大差異。按照小模數(shù)齒輪在設備中的配置作用與位置,小模數(shù)齒輪可分為兩軸相互平行、相交、交錯 3 種。通常情況下,將兩軸相互平行傳動的小模型齒輪稱為平面齒輪,代表齒輪有圓柱直斜齒輪傳動和直斜齒條傳動等。兩軸相互相交傳動包括直錐齒、斜齒、弧齒圓錐齒輪、直齒面齒輪及圓弧齒輪傳動等。兩軸相互交錯傳動又被稱為空間齒輪,代表齒輪有蝸輪蝸桿傳動齒輪、準雙曲線體齒輪及螺旋齒輪傳動等。此外,按照小模數(shù)齒輪的齒合原理,小模數(shù)齒輪可分為漸開線齒輪和擺線齒輪 2 種。
二、航空小模數(shù)齒輪傳動誤差補償設計
滾齒機的傳動誤差模型構建
滾齒機的傳動誤差模型作為本次研究的重要組成之一,對于小模數(shù)齒輪的實際加工環(huán)境具有較高的精度要求,同時環(huán)境對其存在一定的影響。在構建滾齒機的傳動誤差模型時,將其分為 5 個部分,如圖 1 所示。

由圖 1 可知,利用有限元分析法分析小模數(shù)齒輪滾齒機的物理結構,得到其對應的物理結構數(shù)據(jù),同時在分析過程中得到齒輪孔軸和回軸兩條線定位重合狀態(tài),進而獲得該機械的拓撲結構和機械內(nèi)部所有部件的連接關系。通過調(diào)節(jié)加工機床,控制小模數(shù)齒輪的表面伸長量,可以得到中心線間的長度參數(shù)。此外,小模數(shù)齒輪在實際傳動過程中自身溫度容易升高,會受到自身及相連部件的熱傳導影響,導致立柱出現(xiàn)一定的溫度變化而發(fā)生形變。所以,為了縮小立柱形變后出現(xiàn)的傳動誤差,可在立柱的下端采取固定加工機床懸臂梁的方式,降低傳動過程中在溫度影響下立柱移動后出現(xiàn)形變的概率。
圖 1 中拓撲結構分析主要以加工的機床為基礎,按照滾齒機的刀具和工件結構進行分析,之后將該機械的拖板、滾刀架、刀具作為三維坐標系的 3 個坐標軸構建模型坐標體系,最后結合該機械實際傳動過程中的運動特征矩陣,利用對應的計算公式計算該機械 滾刀軸與工件軸之間關系為
式中 :nc 為工件軸轉(zhuǎn)速 ;ZB 為滾刀頭數(shù) ;ZC 為被加工齒輪數(shù);nB 為滾刀軸轉(zhuǎn)速 ;β 為工件螺旋角;λ 為滾刀螺旋升角;mn 為斜齒輪法面模數(shù)。
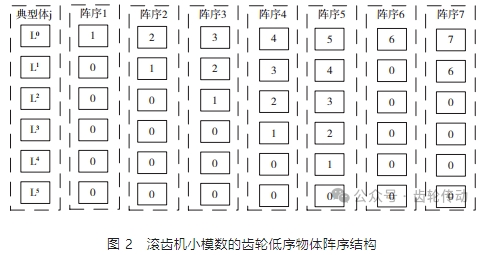
結合滾齒機的低序物體陣列原理,對機械的拓撲結構進行矩陣計算,得到該機械的小模數(shù)低序物體陣序,如圖 2 所示。
小模數(shù)齒輪誤差數(shù)據(jù)的提取
誤差補償在處理后會存在不準確的情況,可以利用傳感器收集模型中的各項信息提高其精準度。首先,利用溫度傳感器進行點位測試,確保溫度傳感器能夠準確采集加工設備的溫度變化情況。其次,在加工機床溫度產(chǎn)生最近的位置進行貼片處理,并控制貼片的溫度傳感器數(shù)量,即設置溫度傳感器數(shù)量超過加工機床的溫度源數(shù)量。再次,挑選溫度的采集點位,并設定初始溫度值,從而收集加工機床的溫度誤差變化參數(shù)。最后,通過調(diào)節(jié)滾齒機導軌與接觸表面的高度距離,計算單位時間內(nèi)滾齒機的發(fā)熱量為
式中:Qs 為滾齒機的發(fā)熱量;μ 為動摩擦系數(shù);Fs 為接觸面載荷;vs 為滑動速度;J 為熱工當量。
綜合分析加工機床小模數(shù)齒輪傳動方式的差異,在獲取誤差數(shù)據(jù)的過程中,需要通過控制蝸輪與蝸桿的相對滑動速度,以有效解決傳動效率較低的問題。在傳動過程中,若滾齒機出現(xiàn)溫度升高的情況,那么需要及時記錄滾齒機的溫度升高數(shù)值,采取加快滾齒機轉(zhuǎn)動速度的方式,提升蝸輪與蝸桿間的潤滑程度,公式表示為
式中:Qw 為摩擦熱量;Pw 為轉(zhuǎn)臺功率 ;η 為傳動效率。根據(jù)計算結果,即可獲得加工機床的小模數(shù)齒輪傳動誤差參數(shù)變化值。
解耦計算方式獲取小模數(shù)齒輪的誤差補償值
在已知滾齒機的小模數(shù)齒輪傳動誤差參數(shù)的情況下,可利用解耦計算的方式得到小模數(shù)齒輪的誤差補償值。
首先,綜合分析加工機床的實際加工過程,了解機床加工過程中砂輪與工件之間的坐標系存在的角度誤差,同時分析齒輪在此種誤差的影響下能夠出現(xiàn)何種幾何誤差和傳動誤差,進而針對不同的誤差情況采取對應的誤差補償方式。
其次,對加工機床的小模數(shù)齒輪進行傳動誤差補償時,需要利用一定的方式掌握滾齒機所有運動軸的補償參數(shù),同時利用微分變換矩陣原理計算傳動誤差模型,之后轉(zhuǎn)換砂輪坐標系相對于工件坐標系的轉(zhuǎn)角誤差,并依據(jù)齒輪的輪廓特征,將轉(zhuǎn)角誤差轉(zhuǎn)換到相應的運動軸上,從而得到所需的補償值。
最后,將補償參數(shù)添加到機床加工控制系統(tǒng),利用反饋系統(tǒng)中的反饋中斷得到誤差補償參數(shù)的脈沖信號數(shù)據(jù)。若該信號輸入補償信號伺服控制環(huán)后實現(xiàn)了加工補償,說明該信號正確。
此外,航空小模數(shù)齒輪在傳動過程中會出現(xiàn)齒輪誤差情況,需要利用分度圓弧長的度量方式測量小模數(shù)齒輪的齒合線增加量,從而計算齒輪之間的距離差,并以解耦方式為基礎進行計算,公式表示為

式中:φ 為轉(zhuǎn)角誤差;?F 為齒合線的增量;βb 為齒輪基圓螺旋角 ;rb 為分度圓半徑 ;?L 為分度圓弧長誤差 ;r 為半徑。
通過計算可以得到齒輪分度圓弧的長與轉(zhuǎn)角誤差。兩者之間存在關系,通過調(diào)整小模數(shù)齒輪運動狀態(tài)的方式,對齒輪添加與傳統(tǒng)誤差方向相反且相同的補償運動力,從而抵消小模數(shù)齒輪與工件之間形成的角度誤差。
三、航空小模數(shù)齒輪加工工藝技術
小模數(shù)齒輪銑削加工
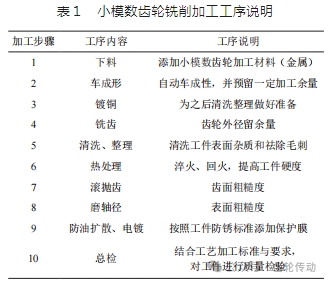
在銑齒機上,小模數(shù)齒輪用輪廓與齒輪齒槽形狀完全一致的齒輪銑刀沿工件軸向進給。每銑一個齒槽,工件進行一次分度,即轉(zhuǎn)過一個齒,依次銑削出全部齒槽。不論是漸開線齒輪還是修正擺線齒輪,原理相同。對于不同的銑削加工工序有不同的工藝要求,如表 1 所示。
小模數(shù)齒輪成形滾削加工
成形滾削法是用與齒輪齒槽形狀完全相同或者部分相同的刀具,在滾齒機上與工件進行強制的嚙合運動,從而切出全部的工件齒形。為了確保成形滾削加工運行正常,對刀具和工件軸的轉(zhuǎn)速存在要求,可以利用公式對其進行計算,計算公式為
式中:mw 為工件分度運動速度;z0 為滾刀頭數(shù);n0 為刀具軸轉(zhuǎn)速;z 為工件齒數(shù)。
常規(guī)情況下,成形滾削加工的結構尺寸控制在 0.2 ~ 1.0 mm,且該范圍內(nèi)不同尺寸范圍又存在一定的區(qū)別,如表 2 所示。

小模數(shù)齒輪沖齒加工
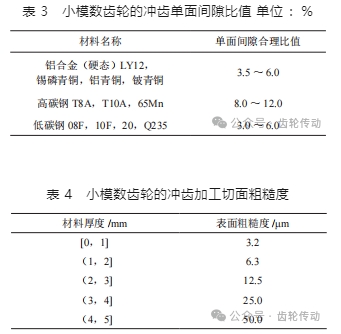
作為壓力加工的工藝技術,小模數(shù)齒輪的沖齒加工是指常溫狀態(tài)下,在沖床上利用模具對板料施加壓力后致使模具與工件分開,從而得到所需的齒輪。這種加工工藝操作簡單,可實現(xiàn)自動化與機械化生產(chǎn),工件尺寸掌握程度較高,能夠保持較高的一致性,適合批量化齒輪生產(chǎn),但模具造價高,使用過程中需注意控制壓力。此外,沖齒加工由于受到加工材料的影響,沖齒的間隙和表面粗糙程度有所不同,如表 3 和表 4 所示。
小模數(shù)齒輪插齒加工
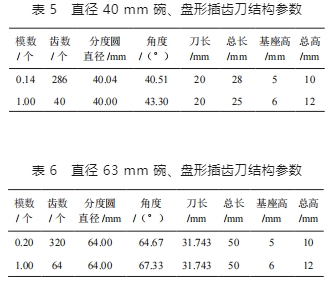
小模數(shù)齒輪插齒加工是利用插齒刀具與工件齒輪之間的嚙合運動,使刀具形成往復的運動狀態(tài),并且圍繞自身軸線進行運動,進而在運動中切削出工件的齒形。插齒運動還包含圓周、徑向、分度、讓刀 4 種,因此小模數(shù)齒輪插齒可以加工部分具有較高要求的齒輪,如雙聯(lián)齒輪、內(nèi)齒輪等。此外,小模數(shù)齒輪插齒加工對于刀具的精度要求較高。例如,公稱分度圓直徑為 40 mm 和 63 mm 兩種碗、盤形插齒刀結構參數(shù),如表 5 和表 6 所示。
小模數(shù)齒輪光整加工及去毛刺加工
小模數(shù)齒輪光整加工及去毛刺加工屬于齒輪優(yōu)化加工工藝技術,主要目的是提高小模數(shù)齒輪的平整程度,使小模數(shù)齒輪達到質(zhì)量檢測標準,同時保證小模數(shù)齒輪自身不存在增加傳動誤差的問題。常規(guī)情況下,此種加工方式主要包含研齒、拋齒和滾拋等。按照齒輪嚙合的原理,在嚙合齒面中,通過添加研拋劑的方式,利用齒輪之間嚙合轉(zhuǎn)動呈現(xiàn)較為順滑的狀態(tài)。這種加工工藝適用于圓柱齒輪和圓錐齒輪。毛刺加工工藝方法主要有手工、機械、滾磨和化學 4 種,其中手工去毛刺應用相對較少。機械去毛刺主要應用車床刀具 ;滾磨去毛刺主要采取振動、滾動、離心 3 種滾磨方式 ;化學去毛刺主要利用化學反應,用可與銅發(fā)生化學反應的酸溶液浸蝕,此時毛刺相對于齒面較松散而腐蝕脫落,從而達到去毛刺的效果。
小模數(shù)齒輪注塑成形加工
注塑成形加工又被稱為注射成型加工,是近年來小模數(shù)齒輪加工應用較為廣泛的方法。該加工工藝主要針對非金屬性加工材料,利用加熱的方式使加工材料在注塑機料桶中融化,之后將融化的液體注射到模具中,后經(jīng)過冷卻,從模具中取出。此種小模數(shù)齒輪加工工藝加工的小模數(shù)齒輪,不僅質(zhì)量輕、穩(wěn)定性良好、各項抗性較高,還具備較強的電絕緣性能,同時自身的耐磨和潤滑程度均表現(xiàn)良好,使得傳動過程平穩(wěn)且無聲,主要應用于傳動力較小、精度要求較高的設備,如儀器儀表。
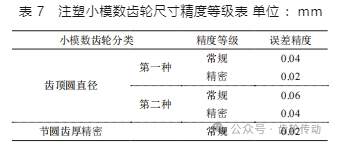
小模數(shù)齒輪注塑成形加工工藝受材料和工藝方法的影響,所能達到的尺寸精度存在差異,如表 7 所示。例如,齒頂圓直徑存在兩種精密度等級,分別為 0.02 mm 和 0.04 mm。兩種等級對應的常規(guī)尺寸也不相同,分別為 0.04 mm 和 0.06 mm。
四、結語
航空小模數(shù)齒輪傳動誤差及加工工藝技術研究主要針對小模數(shù)齒輪加工過程中產(chǎn)生的誤差情況,通過采取相應的誤差補償方式,使得航空小模數(shù)齒輪傳動誤差能夠控制在正常范圍,延長航空小模數(shù)齒輪的使用年限。
參考文獻略.