某公司加工的差速器殼體是4種型號外形相似、尺寸略有差異的零件族產品,應某型差速器功能性要求,差速器殼體的材料為球墨鑄鐵QT600-3,其各項特性中等,具有綜合性能較高,耐磨性、減振性及其鑄造工藝性能良好的特點。加工殼體十字孔的鉸孔刀具 是一種刀片與刀柄組合式的硬質合金鉸刀,此種鉸刀制造復雜且需要配合相應的刀柄使用,價格昂貴,這使得單件加工成本較高。同時各型號工件十字軸孔外包絡的材料壁厚不同,不同壁厚的十字軸孔在加工過程中不可避免有不同程度的孔縮現象。所以在刀具尺寸合理的前提下,必須嚴格控制刀具壽命,通過對鉸刀尺寸設計與使用壽命進行探究,從而使得刀具達到使用的最佳狀態。
一、殼體十字孔加工工藝
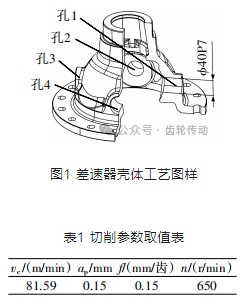
圖 1 所示為差速器殼體的工藝圖樣,車銑復合中心加工十字孔共3道工序, 分別是粗鏜、半精鏜、鉸孔。鉸削4個十字軸孔為最后一道工序,其尺寸及精度要求為:十字孔直徑為φ40 mm,公差等級為P7,表面粗糙度為Rz16 μm,目前使用的切削參數如表1所示。
二、鉸刀的參數選用與壽命設計
幾何參數設計
加工現場鉸孔使用了HORN的DR.044.040 00. P7.A1.HL3H鉸刀片,刀具材質為 HL3H、材料屬性HC,為提高刀具的耐高溫、高耐磨和抗沖擊的性能,此刀片使用了AlCrN涂層,其在經干噴砂的前處理工藝后的切削性能較好,刀片具體信息如圖2所示。
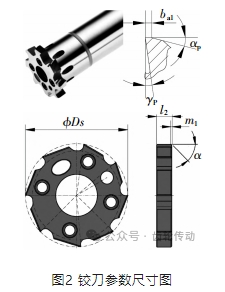
刀具角度的選擇直接影響加工精度及加工的穩定性。根據鉸刀的參數選取經驗與新式鉸刀選型表,確定鉸刀的幾何參數,如表2所示。
此外,依據鉸刀直徑設計的基本原理,根據GB/T 4246—2004與φ40H7 mm的公差值確定了鉸刀的直徑范圍為39.949~ 39.979 mm。由于刀具磨損會減小鉸刀直徑尺寸 ,建議的鉸刀設計值盡可能地接近十字孔的上差,因此鉸刀尺寸選擇為(39.978±0.003)mm,這樣對于孔的加工要求較穩定,孔徑在中差以上,對于實際裝配有足夠的保證,但過于接近上差的設計值會帶來諸多不良影響,若切削用量不夠準確,如當刀具使用后期存在積削瘤的累積或者刀刃磨損后,很可能在短時間內發生孔徑超差、粗糙度不穩定、刀具壽命縮短等問題。
鉸刀壽命設計
從企業生產的角度出發,刀具壽命要考慮加工成本,其使用壽命就要尋求以工序成本最低為目標,即最大利潤使用壽命Tp 為
式中:Ct 為磨刀費用(包括刀具成本及折舊費);M為工時費;tct為一次換刀所消耗的時間;m為指數,表示對Tp的影響程度,硬質合金刀具m取0.2~0.3。
按照加工現場的實測數據進行計算,磨刀費用Ct 設置在4000元,工時費M是包括實際的操作者的薪酬以及分攤到機床上的一些管理費等其他費用;在更換鉸刀時,需要用千分表測試鉸刀安裝跳動值,所以一次換刀消耗的時間tct一般在20 min左右,則計算鉸刀的設計壽命應該不少于233 min。而差速器殼體十字孔深為50 mm,單孔加工時間為0.077 min,最終折算鉸刀的加工總長度為不少于152 m。
三、加工分析與改進試驗
加工分析試驗
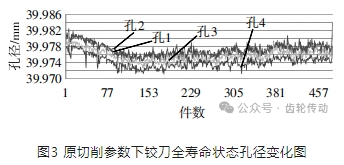
實驗前選取近期加工過程最穩定且刀具使用壽命最長的227型號工件,通過全自動在線綜合量儀采集加工孔徑數據,得到了原有切削參數下鉸刀全壽命狀態孔徑變化圖(如圖3),變化圖的初始階段加工尺寸有明顯的擴大現象,然后孔徑尺寸逐漸減小趨于平穩;第二階段刀具處于加工穩定期,孔徑尺寸基本介于39.972~39.978 mm的范圍內;第三階段孔徑逐漸變大最終超差,鉸刀壽命期加工長度接近500 件,加工總長度不超過100 m。分析刀具全壽命周期的變化情況,初始階段一般情況下刀具較為鋒利,刀具直徑接近上差,而后受安裝跳動的影響,鉸刀會向孔心方向磨損并趨于穩定,圖3中初始階段曲線下降緩慢,明顯表現出的是刀具安裝跳動偏大。第三階段隨著刀具的磨損,刀具的切削刃出現了較嚴重的局部磨損,所以刀刃的切削點會向下偏移,或者存在積屑瘤等問題,刀具非正常切削,摩擦力增大,使得工件孔徑變大。
按照技術人員總結的經驗以及查閱相關資料,對于孔徑較大等問題,一般性的結論主要是鉸刀外徑尺寸偏大,進給量不當造成的。依據對圖3的刀具快速失效變化趨勢,有兩個重要的方向需進行試驗分析,即鉸刀幾何參數和切削參數。
刀具直徑兼容性分析
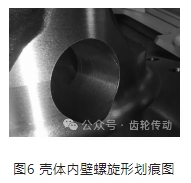
首先應該研究降低鉸刀的直徑尺寸,使直徑減小后的鉸刀依然能夠兼容4種殼體十字孔的加工。為了使試驗數據更準確且盡可能地消除與試驗不相關因素,必須保證加工的過程能力是穩定的。過程能力指數Cpk≥1.33是評價穩定性的一級指標,本次抽取近期班產對應不同種型號工件各30件,孔徑數據如圖4所示,通過MINITAB 17軟件進行的過程能力指數測算結果均滿足試驗要求,結果如圖5所示。
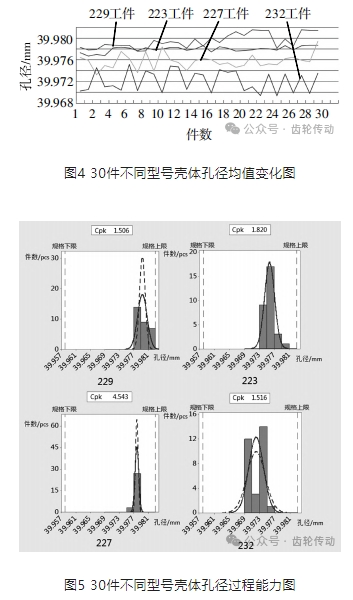
對30件工件做孔徑數據統計,整理出各工件型號的每個工件中4個十字軸孔的平均值曲線,曲線圖展示了不同壁厚的殼體的收縮值有所不同。把不同型號的30件產品的孔徑數據求出4個平均值后,對 4 個平均值再取平均,最終得到孔徑值為39.976 mm。此時,30件產品中孔徑壁厚最薄的229工件加工的上限值為39.984 mm,而孔徑壁厚最厚的232工件加工的下限值為39.966 mm,所以鉸刀直徑尺寸有4~6 μm的空間,如果直徑尺寸直接降低6 μm,也能夠保證孔徑的均值在中差位置,但有可能會使232工件更接近下差,為保險起見將鉸刀直徑降低4 μm,由原來39.978 mm改為39.974 mm。
刀具切削參數分析
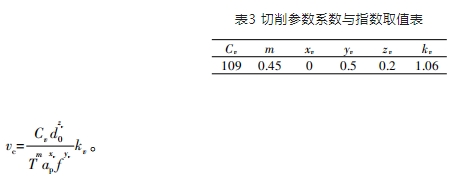
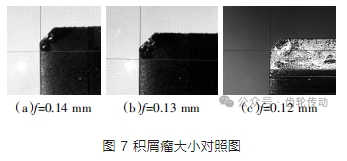
如圖 6所示,在鉸刀磨損較嚴重的后期階段出現了十字孔由內向外劃痕逐漸加深現象,造成孔壁劃痕最直接的原因是積屑瘤問題。要抑制積屑瘤形成或者降低其大小主要考慮控制切削速度、降低進給量、增大刀具角度及使用潤滑性較好的切削液等。在切削用量與刀具使用壽命的關系表達式中表明,切削速度對刀具使用壽命影響最大,進給量次之,背吃刀量影響最小。由于實際加工中,半精鏜工序已經確定了鉸刀的加工余量,最快捷的方法是從降低進給量的方向考慮。
在其他參數不變的情況下,分若干組進行縱向對比試驗,每組試驗進給量在原有參數的基礎上降低0.01 mm并核算刀具壽命。目前廠家推薦進給量為每齒0.15 mm,根據切削參數,查找《機械加工工藝師手冊》,通過切削速度公式可以反求出相應的刀具壽命,表3為相關系數與指數的取值。
式中:d0為鉸刀直徑;xv、yv、zv、m為指數,表示對壽命的影響程度;kv為與刀具耐用度有關的系數;T為鉸刀壽命。
如圖7所示,在進行了3次實驗后,即進給量為每齒0.12 mm的情況下,劃痕消失,積屑瘤最小,核算刀具壽命期內能加工760件,折算成加工長度接近152 m。
切削液對鉸刀壽命的影響
硬質合金鉸刀鉸削高精度的鑄鐵孔并不容易,需要配合切削液使用。切削液在加工過程中,冷卻與潤滑對刀具壽命有顯著的作用。按照新式鉸刀的內冷要求,鉸削加工時的切削液濃度配比應該選擇8.5%左右,切削液壓力范圍在3~10 MPa之間,受目前加工機床的限制,切削液壓力值只能設置在1.5 MPa左右。切削液壓力小于3 MPa,對刀具壽命的提高并不明顯,切屑控制沒有太大改善;加工現場使用的切削液為嘉實多Hysol SL 35 XBB,是高性能半合成金屬切削液,主要成分為礦物油、乳化劑和其他添加劑,適用于鑄鐵材料的各種加工方法,對于一般的加工方法,推薦的添加濃度范圍為5%~10%。加工現場實際使用濃度一般取中間值7%~8%左右,為了彌補在切削液壓力不能滿足要求的情況下,切削液濃度需得到保證。
改進試驗驗證與結果分析
對比試驗過程
更換試驗用刀前,要分別對兩臺機床半精鏜后的孔徑進行確認,并在更換39.974 mm鉸刀后檢驗跳動值,兩臺機床均控制在2 μm以內。試驗設置對照組,選擇殼體壁厚較大的227型和232型產品進行試驗,由于232型產品壁厚最大,先對其進行測試,使孔徑公差下限得以驗證;待加工500件左右更換227型產品。OP30-1機床保留原有進給量(每齒0.15 mm),OP30-2機床進給量改為每齒0.12 mm。切削液濃度值在OP30-1機床保留當前使用范圍(7%~8%),OP30-2機床提高推薦濃度最大值為10%。調試完成后,正常進行每日的加工任務,跟蹤連續生產。
試驗結果分析
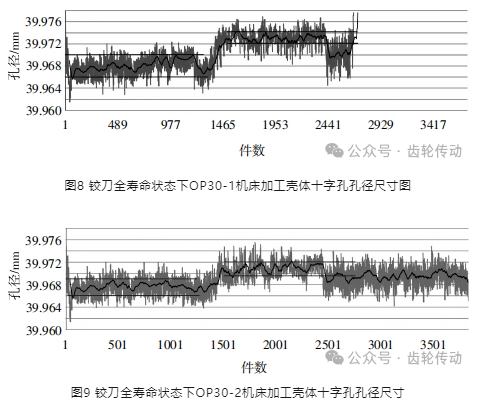
使用全自動在線綜合量儀采集對比試驗數據,將測試的孔徑尺寸按照孔1~孔4順序排列,得到優化后的切削參數下鉸刀全壽命狀態孔徑變化并做出了趨勢曲線,如圖8、圖9所示。圖中的橫坐標為加工十字孔的數量,縱坐標為孔徑尺寸;圖8與圖9中的灰色折線分別為兩臺機床的鉸孔直徑數據全壽命統計值,黑色折線為對應的平均趨勢曲線。
通過橫縱綜合試驗比較得出:
1) 在嚴格控制刀具安裝跳動值后,有了明顯改善 ,大約在加工20個工件左右,鉸刀就結束了快速磨損期趨于穩定狀態。
2)對比圖4與圖8的數據統計曲線圖不難看出,兩種工件與最初抽取的30件數據中的孔徑值有所降低;對比改進后的鉸刀加工的工件,通過對圖4的4種工件加工直徑的變化區間與圖8、圖9 的尺寸區間段比較可以得出,更改刀具設計值后的227型與232 型號產品在穩定期的孔徑區間均下降了4~5 μm,離公差下限還存有一定尺寸量,能夠保證兼容加工4種型號的殼體十字孔。
3)對比圖8與圖9曲線圖,進給量由每齒0.15 mm改為每齒 0.12 mm后,刀具壽命提高的效果十分顯著;如圖8所示,以進給量每齒0.12 mm加工孔數為2796個(674件),刀具失效表現為粗糙度超差(Rz15.716 μm),同時抽取了OP30-2的加工工件粗糙度,其數值相對穩定(Rz10.125 μm),最終加工孔數為3864個(966件)。并且在現場實際觀察,孔內劃痕完全消除。
4)對比圖8與圖9,OP30-2機床在加工穩定期的孔徑尺寸區間較小,即切削液濃度高的一組明顯比濃度低的一組的孔徑尺寸更加穩定。
綜上分析,優化后的加工參數與鉸刀使用條件,比原有狀態下刀具壽命增加近1倍,降低了刀具使用成本。
四、結論
通過差速器殼體加工現場的實際考察并結合差速器殼體的加工工藝,對刀具壽命進行重新核對;根據鉸刀的參數選取的經驗與新式鉸刀選型表,確定合理的刀具幾何參數;在原有切削參數狀態下,通過對比試驗,分析了刀具壽命偏低的主要因素,確定了影響刀具壽命及加工質量的原因后,運用單一因素法進行橫縱綜合對比試驗驗證,確定了刀具直徑為39.974 mm、進給量為每齒0.12 mm、切削液濃度值在10%時的刀具使用壽命最長,加工孔數達到了3864個,折算成加工長度為193.2 m,且加工過程更加穩定。
參考文獻略.